Cylindrical Shell Shape Imperfection
HJ Heng
18 Jun 2026
Out-of-Roundness is named by ASME VIII Division I in UG-80 where as PD5500 called it Circularity (Out-of-Roundness & Peaking). In 4.2.4 Tolerances for vessels subject to internal pressure in general is defined & specifically in 4.3.4.2.3 for shell. Further details on how to determine compliance of the code requirements are covered in Code Case 5500/33.
4.3.4.2.3 specified the requirements of (0.5+ 625/Diameter of Shell) % or 1% which ever is smaller.
Code Case 5500/33 specified 3 methods for determination of out of circularity.
Method 1. The shape should be checked against a template of chord length approximately equal to the vessel radius.
Method 2. Radii or differences from a constant radius should be measured at an even number of equally spaced intervals around the circumference sufficient to define the profile of the section being considered, but not fewer than 24.
Method 3. Chord (or bridge if preferred) gauge measurements at no fewer than 24 equally spaced positions on the circumference
These methods are based on physical measurement techniques, however, surveying techniques such as optical, infrared or laser measurements can be used as an alternative for cylindrical & conical sections.
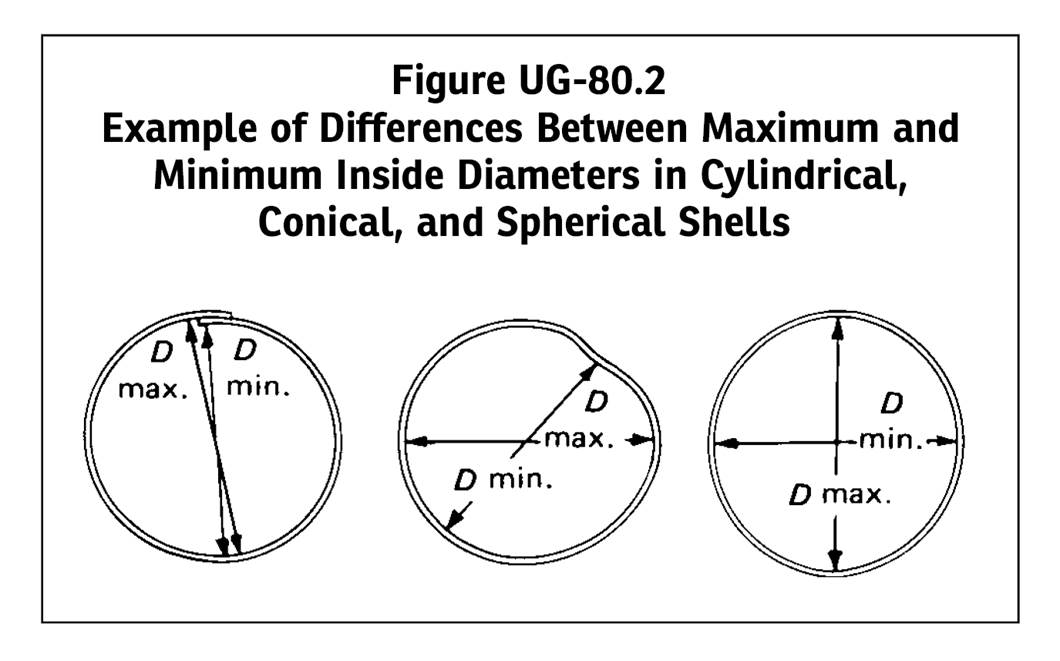
Where as ASME in UG-80 specified a 1% out-of-roundness for vessel subjected to internal pressure.
If a manufacturer made a vessels shell like the British 50p coin, it is OK with ASME as long as out of roundness is within 1%, but might not be meeting the requirements of PD5500.
In an article The Measurement of Shape in Pressure Vessels by S Kendrick which I read recently, the author was concluded that:
1. Shape tolerances given in several design codes can be met by very non-circular vessels.
2. ![]() Template & diametral
measurements are unsuited to the determination of the shape of cylinders. A 60
degree template can, however, be used conservatively for well
manufactured cylinders-
Template & diametral
measurements are unsuited to the determination of the shape of cylinders. A 60
degree template can, however, be used conservatively for well
manufactured cylinders-
3. The chord gauge can be used for shape measurement where radial measurements are impractical.
4. Regions
of localized decreased curvature in formed ![]() heads
and spherical shells are not adequately restricted by several codes.
heads
and spherical shells are not adequately restricted by several codes. ![]()
5. Local curvature measurements are essential for formed heads & spheres.